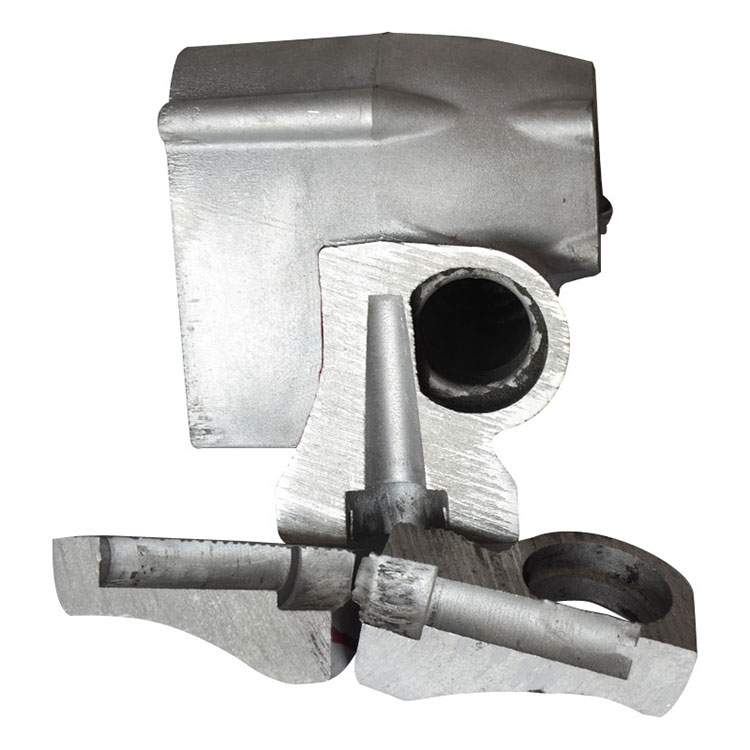
2.Осмотр внутренних дефектов отливок
(алюминиевое литье)Для внутренних дефектов обычно используемыми методами неразрушающего контроля являются радиографический контроль и ультразвуковой контроль. Среди них наилучший эффект рентгенографического контроля. Он может получить интуитивное изображение, отражающее тип, форму, размер и распределение внутренних дефектов. Однако для крупных отливок большой толщины ультразвуковой контроль весьма эффективен. Он может точно измерить местоположение, эквивалентный размер и распределение внутренних дефектов.
1) Радиографическое исследование (микрофокусный рентген)
(алюминиевое литье)Рентгеновское тестирование, как правило, рентгеновское или γ В качестве источника излучения требуется оборудование для генерации излучения и другие вспомогательные средства. При облучении заготовки в поле луча на интенсивность излучения луча будут влиять внутренние дефекты отливки. Интенсивность излучения, испускаемого через отливку, изменяется локально в зависимости от размера и характера дефекта, формируя радиографическое изображение дефекта, которое отображается и регистрируется рентгенографической пленкой, или обнаруживается и наблюдается в реальном времени с помощью флуоресцентного экрана, или обнаруживается с помощью излучения. прилавок. Среди них метод записи радиографического изображения на пленку является наиболее часто используемым методом, то есть общеизвестным как рентгенографическое обнаружение. Изображение дефекта, отраженное рентгенографией, интуитивно понятно, и можно представить форму дефекта, размер, количество, положение в плоскости и диапазон распределения. Только глубина дефекта не может быть отражена в общем виде, поэтому ее можно определить только с помощью специальных мер и расчетов. Применение рентгенографической компьютерной томографии в международной кастинговой сети не может быть популяризировано из-за дорогого оборудования и высокой стоимости, но эта новая технология представляет собой будущее направление развития технологии рентгенографического контроля высокого разрешения. Кроме того, микрофокусная рентгеновская система, использующая приблизительный точечный источник, может фактически устранить нечеткие края, создаваемые устройствами с большой фокусировкой, и сделать контур изображения четким. Использование цифровой системы изображения может улучшить отношение сигнал-шум изображения и дополнительно улучшить четкость изображения.
2) Ультразвуковой контроль
(алюминиевое литье)
Ультразвуковой контроль также может быть использован для проверки внутренних дефектов. Он использует звуковой луч с высокочастотной звуковой энергией для отражения, когда он касается внутренней поверхности или дефектов. Энергия отраженного звука является функцией направленности и характера внутренней поверхности или дефекта, а также акустического импеданса этого отражателя. Следовательно, звуковая энергия, отраженная различными дефектами или внутренними поверхностями, может быть использована для обнаружения местоположения, толщины стенок или глубины дефектов под поверхностью. Как широко используемый метод неразрушающего контроля ультразвуковой контроль имеет следующие основные преимущества: высокая чувствительность обнаружения и возможность обнаружения небольших трещин; Он имеет большую проникающую способность и может обнаруживать отливки толстого сечения. Его основные ограничения: трудно интерпретировать форму сигнала отражения несвязанных дефектов со сложным размером контура и плохой направленностью; Нежелательные внутренние структуры, такие как размер зерна, микроструктура, пористость, содержание включений или мелкодисперсные осадки, также затрудняют интерпретацию сигналов; Кроме того, при тестировании необходимо обращаться к стандартному тестовому блоку.